All engineers post war, British, Australian, European, Canadian and American practiced by the standards of the day, with all learning/developing a lot as a result of the INTENSE WW2 period, with a lot of lessons from the leading edge aviation industry, filtering its way down to the automotive industry (Jaguar introducing four-wheel disc brakes in 1953, and on a production car XK150 in 1957). Remember the Mark IV was a rebadged SS-Jaguar, so no post-war engineering development, the Mark V starting to apply some lessons, but the XK engine, and the Mark VII saloon was really the start of a period of rapid development where the British car industry lead the world, albeit after a need for major recovery, the European industry caught up a couple decades later…
See my earlier post about engineering design working out state-of-art design solutions, then multiplying by various safety factors - standard practice in Enginering, with the safety-factor usually industry or component/assembly risk specific. Look at today’s Formula 1 - 100.0 % on the limit in all respects, and if you are only 99.9% you run around at back of field, and if 100.1%, you don’t finish the race… Part of why as an Engineer I love F1 so much - it’s the ultimate human endeavor…
Very easy for a modern/relatively young mechanic - and he is if he is still rebuilding engines for a living - adversely comment about 1940s/50s engineering but shows his lack of understanding or maybe just humor in doing so, but it’s a sport to throw mud and see if it sticks…
This current discussion about 75 year old Cylinder Head studs shows there is more to engine design, than a quick trip to your local FLAPS - got to say, thanks for asking Rob, as I had no idea what it meant either
Well I guess a fellow that’s 82 who has only been building “vintage” engines for 55 years in his own shop doesn’t know what some of you older folks know. Though when he tells me that British engines right after WWII are a bit over thought, I’ll go with his experience. I’m sure your engine building expertise eclipses my engine builder but in his minimal experience in building Cadillac V-16’s, two Duesenberg J engines and more Packard 12’s than one can count, I think I’ll follow his advice. When he says that #5 bolts are fine, I’m sure they are.
My apologies if you have taken offense… my point was that all pre-war and post war engines seem relatively over-engineered by modern standards and priorities, regardless of whether American, British or European…
We can debate the relative merits and opinions of different Nationality pre-war and post-war engines elsewhere, as that is a controversial/invariably parochial topic that no one will agree upon…
What I was trying to say was that even though the original engineers built this engine with grade 8 studs, my engine builder, like Rob says that grade 5 studs will do fine. The grade 5 material will be easier to thread than the grade 8 or 4140 steel and if I decide to turn them down on my lathe to recreate the “waisted” areas, the grade 5 will machine easier.
Late to the issue here, I don’t really have any pushrod engine experience, but I’ve been following along.
I will note from an engineer’s perspective, threads cut on a lathe are actually inferior to the mass produced variety, which are rolled after heat treatment. Rolled threads, essentially a forging operation that deforms the intergranular structure rather than sever it, are much more fatigue resistant. As a practical matter, it is extremely difficult to reproduce the specific rounded crest and root specified for the British thread forms by lathe cutting.
Also, when calculating the actual clamping force, you use the root diameter of the thread, not the shank diameter.
I would suggest that clearly the extreme neck-down area is failure prone. If it were me, I would use a properly made, rolled thread, full diameter shank screw or stud and recover any lost intake port cross section by slightly relieving the intake port walls.
I’ll take 5 waisted studs and one regular stud, please.
I have two dies being delivered today and two head gaskets coming next week. The bolts and rod arrived yesterday. Hopefully by next Friday, I’ll be where I was last Tuesday!
Trying to cut a new thread using only the die can be problematic. The die will want to wander a bit, and you may not get a perfectly aligned thread.
If your lathe can do a 16 pitch, I would first do a single point rough cut in the lathe, then come back and finish with the BSF die.
All good mechanical engineering includes some amount of over-design. We have to allow for the end user doing extraordinary things with our product, and hope to prevent him breaking the thing or hurting himself with it.
We design in what we used to call a safety factor, although the lawyers came down on us and said we couldn’t imply a guarantee of safety, so we now call it a design factor. For example with heavy lifting devices and pressure vessels it was something like 3, meaning we would calculate the expected failure load, and specify an allowable load of 1/3 of that. At my lab I remember there was an accident involving a lifting hook made in China, and after that the lab banned all Chinese lifting equipment.
I agree Rob. The only way to cut a thread of that size by hand is to have a die of the larger size (2"?) which incorporates an integral alignment sleeve to ensure the thread cuts correctly. I would be very surprised if any of these dies would be available in BSF anywhere, but if so, it would be incredibly expensive. A standard button die in this application is only good for tidying up or finishing an existing thread.
It is reality that the consumerist nations have been sucking up Chinese made stuff for decades - and throwing it out soon after - because our own home industry manufacturers had to 'go offshore to be competitive '. This has paid for their massive infrastructure and military development. The older ones among us might remember the Japanese tools and other things sold in the '50s and '60s that failed early in life. This was part of their recovery from the war and they sorted out the quality issues quickly.
What I do when cutting threads with a die is set the round stock up in the lathe and then use the tail stock to press the die straight against the round stock. Then the laborious process of turning the chuck back and forth cutting the threads and cleaning the chips.
That was todays project. Using the 1/2” grade 5 hex bolts, cutting off both ends and then threading. The grade 5 bolts were a bear to thread! Since McMaster-Carr sent me the 1/2” 4140 round stock, I figured I’d try doing one from it. WOW, what a difference. The 4140 was so easy to cut. Plus it didn’t slip in the chuck like the grade 5 bolts did. The 1” OD die did famously. I purchased it from British Tool and Fastener co. In Syracuse, NY. Great company.
So I replaced the 4 waisted studs plus the hex bolt that had substituted a stud sometime in the past.
Two new head gaskets coming on Tuesday, so maybe I’ll have that finished by Wednesday.
In the mean time, I have the Volvo P1800 Tranny with overdrive on the engine and all bolted up in the car with the new rear mount. The propeller shaft was now 5.5” too long so I salvaged a Volvo shaft with U-joint with Volvo flange and fitted it to the Jag short shaft. Miraculously, the Volvo shaft fit inside the Jag shaft. It needed a bit of brass shim stock to make it fit perfectly. I was able to get it all in place and weld the two together at the correct length. Then removed it to balance and replace.
Another thing done and a bit closer to the finish line.
It’s what my local machinist suggested. He uses it when rebuilding his and friends antique cars. He had a full CNC machine shop with 8 full time machinists working for him which did a lot of work for the nearby Air Force base. When I asked him what metal I should use he immediately said 4140.
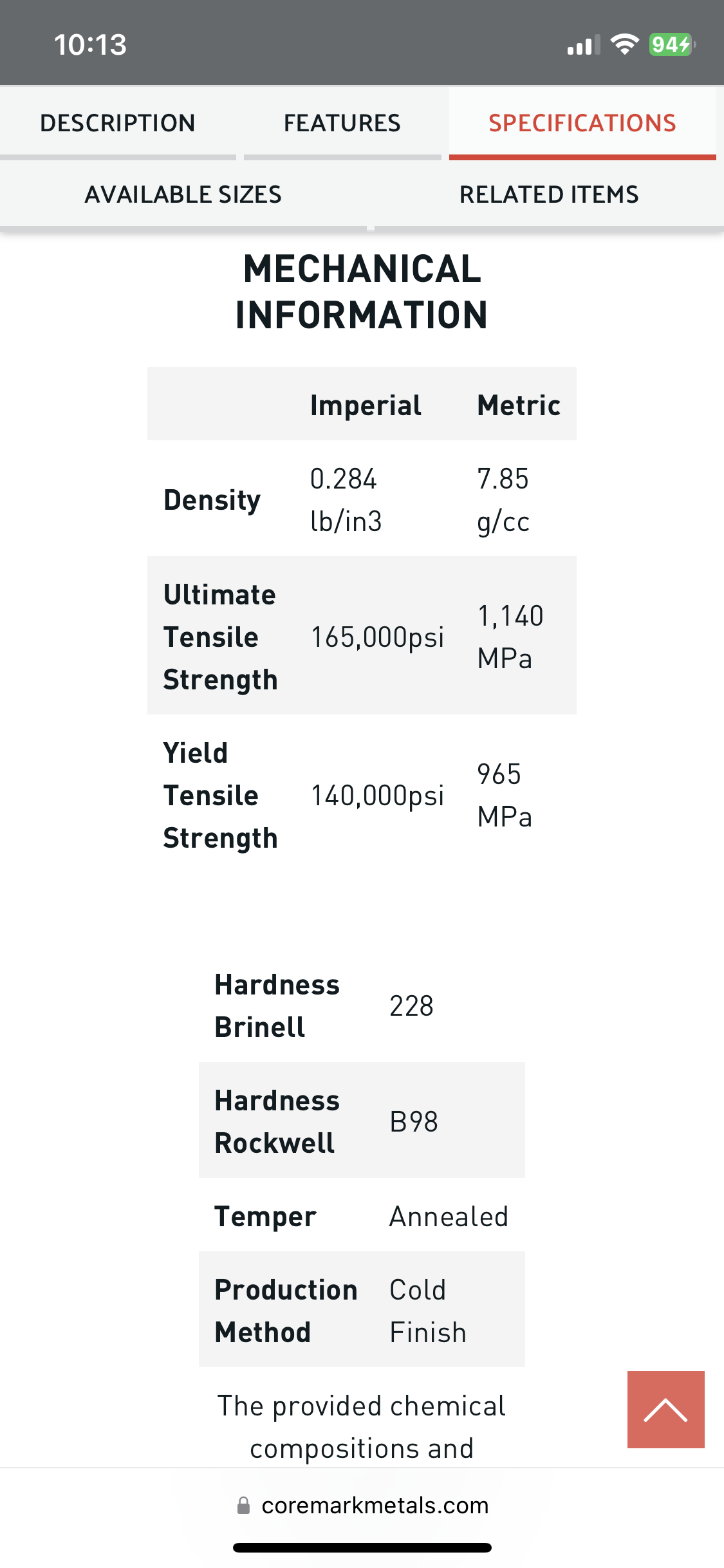
You need to know either the YIELD STRENGTH or the ULTIMATE TENSILE STRENGTH - not the HARDNESS. The material property that matters primarily is its stretching/longitudinal TENSILE strength. Whoever supplied the ‘4140’ should be able to tell you, keeping in mind hardness can be counter productive…
The reason I asked is McMaster also sells 4140 1/2" rods with a yield strength of only 60,000 psi.
Which did you get? Or what was the item part number?
7478N15 is annealed and softened.
That would explain why it was easy to cut threads.
A = 0.1385 sq in for 1/2-BSF
sigma A = P = 60,000 x 0.1385 = 8310 pounds load at failure
T = dKP = 0.50 x 0.18 x 8310 = 747 inch pounds torque at failure
I’m afraid that material is no good for making your head studs even neglecting the waist. They will break before you reach the torque spec.
Better go back to the Grade 5 bolts and see what you can do about single pointing a rough 16 pitch thread and then finish cutting them with the die. The idea is that the die should not be forced to take off a large amount in one cut.
My most vivid experience with 4140 was making 2" ACME thread jacking screws to lift a 20 ton magnet. I bought pre-threaded ACME stock and had the shop cut a hex on one end and a hemisphere on the other end. It was a challenge for them. They had to use carbide tipped tools.