Advice will be appreciated. I’m fairly experienced at MIG welding 1/8" and thicker steel; I know I have to crank the current down a lot for 20 ga. metal. Any suggestions will be appreciated.
Thanks!
Thanks. How would you deal with the holes in badly mangled sheet metal? Should I remove the patches? Looks like there are some smoothness problems with the pictured patch.
Ron
Those holes were for a dent puller/massacre. I personally would replace the sheet meatal with the holes, remove the patches, and replace with correct patch panels. Contact Chuck at Monocoque Metalworks as he can provide whatever patch panels you may need and the best advice available on the planet on XKE metalworking. Find him on Facebook or YouTube.
NAYYY just satisfied customer.
I’m with Doug, replacing with new metal. In some spots if you can get to both sides, you can try hammering them out. That’ll give you some exercise before you give up and cut it out.
But before you cut anything out, get the patches first! If Chuck doesn’t have it, you may have to make it
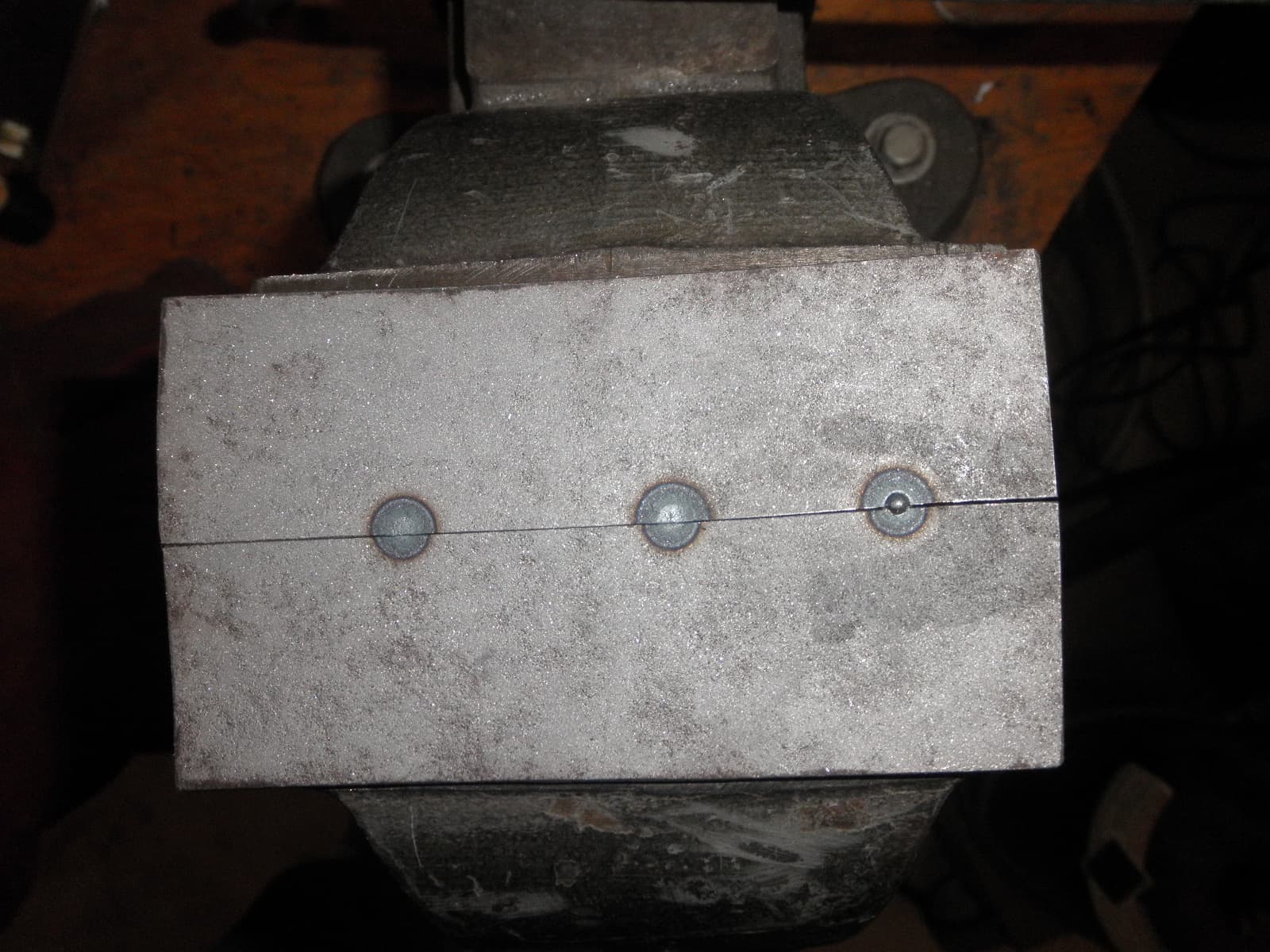
My recommendation is to make a series of “coupons” at various welder settings using the original sheet metal and the intended replacement metal. Also experiment with gaps. Look for a nice bead on the top surface as well as penetration on the back side. Like this:
I’m onside with those suggesting new patch panels, but if there were rust issues the complexity of the repair will be greater. I’m not a fan of lap joints like the one in your lower pic but they can be strong if done properly - this one looks like it was spot welded. I prefer butt welds and TIG for bodywork but you can still do a top quality job with your MIG. With TIG you want tight fitting patches but with MIG there should be a slight gap, around a millimeter, around the patch to ensure adequate penetration to the backside of the weld. Where access makes it possible backing up with copper strips goes a long way to controlling burn through. Start by tacking the piece in place with very short bursts, let the panel cool, then finish with quarter inch stitch welds spread out over time and distance to minimise warpage. I say “minimise” because no matter how careful you are the metal will shrink a bit and require some planishing if the repair is not to require some filler material of some kind. MIG tends to give you a harder weld so you need to avoid cracking it when planishing, preferably while the metal is still hot. You may find it easier to control the weld with 0.030 wire rather than 0.025, as I did.
There is a flange crimping tool which allows making a recessed flange to go behind another piece. The same tool will also punch holes in the piece which overlaps the flange. Then use the holes to tack weld through to the flange behind.
Then tack along the ‘butt joint’ as Rick showed above…
Sometimes there is room to work with the flange, sometimes only room for spaced butt joints. I use a spacer tool which keeps the two surfaces aligned with each other while tack welding the edges together.
Be patient and keep the tacks far enough apart so as to not heat warp the metal. Heat warp it and you get to say ‘oh, that was just practice’ and then you get to do it all over again ‘for real’ this time.