I am getting ready to restart the rebuild my 1965 very early 4.2 engine S/N 1369-9. Other than a tendency to overheat, it revved freely to redline and had no specific issues when it last ran in 1978. It has just under 40k original miles. In 1984 I started the rebuild process and got as far as the following before life got in the way.
Full engine disassembly and then the block was hot tanked and bored for +.030 AE pistons. However, I made a mistake and used the Bentley clearances instead of the AE piston clearances. As a result, it needs another .001 honed out of each cylinder. I also painted the exterior of the block and applied Glyptal to the interior. I put the crank back in for storage and then coated it all with rust preventative where it has sat covered until now.
This brings me to my first question. 1/ Should the block be hot tanked again to remove this rust and the remaining exterior rust preservative?
Related to this, I notice many shops are using 650 deg ovens to remove paint, grease and oil. 2/ Should I allow the use of an oven degreaser? My concern is this might distort the bores which are only .001 from being perfect.
Next, the deck is original but has some minor pitting. It’s hard to estimate the depth.
3/ Should the block be decked to clean up these pits? How much can I get away with? Note, the head has already been cut .010 to flatten it. Or…are the pits far enough away from the bore to not worry about it (about .250).
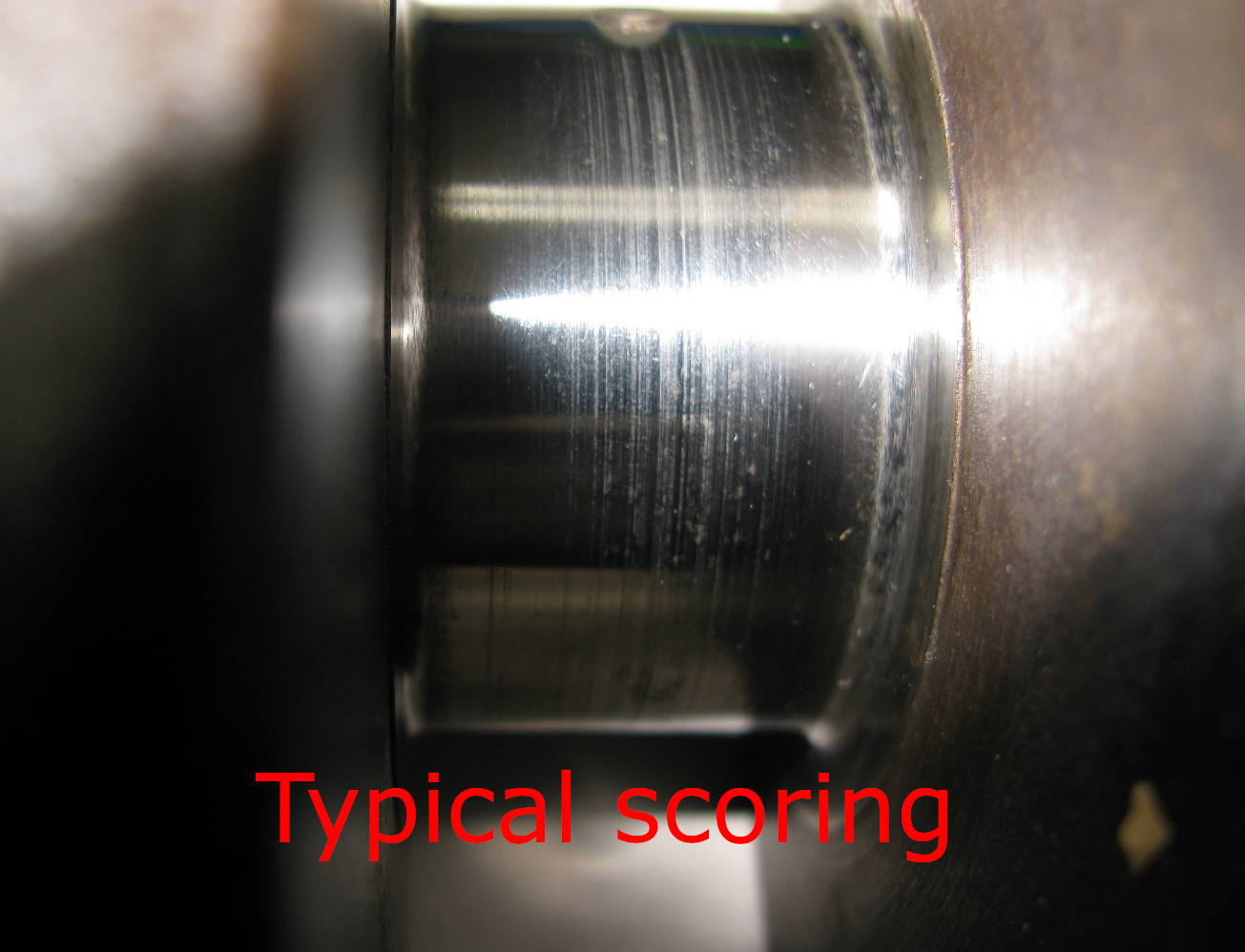
All the crankshaft journals (mains and rods) are in spec but the finish is somewhat scored. I’m assuming these should be reground but open to opinions. So /4 Should I regrind all the journals .010 under?
All the sludge trap plugs have been removed. They were about 50% full. This is another case where I would like to hot tank instead of oven baking for fear of warpage.
Both ends of the crankshaft are stock. 5/ Is there additional machining that should be done to change the sealing method?
Those are my preliminary questions before I have my first conversation with the machine shop. Is there anything I have missed at this stage? This is my first XK engine.
I don’t know about the crankshaft - talk to he machine shop - but you HAVE to clean out all the oil drillings. Not only the main gallery but also the 7 drillings to the bearings of course etc. That gallery seems way too dirty so maybe that was never properly cleaned. Hot tanking doesn’t do enough. That means you‘ll want to inspect the crankshaft sludge traps again too and while in there the same goes for the oil pump lines and filter housing.
I‘d say you don’t have to clean up the block face but some epoxy could help, but my opinion isn’t worth much.
Rust in the water gallery, I don’t see it but hot tanking rarely gets out all the stuff especially in the rear of the block where you should get a long air nozzle in and poke around, something might still be there. I pulled out a lot after ‚hot tanking‘ or whatever it is one is still allowed in Germany.
David
First, they don’t appear too concerning in the photo, but real life may be different. What kind of head gasket are you intending to use? The issue here is coolant leaks. So long as the perimeter of the bore is smooth and flat, coolant from those pits can’t get into the combustion chamber. They can certainly weep to outside. The newer composite stainless/silicone head gaskets work very well with a perfect surface, but don’t like pits. If you are using a traditional steel shim head gasket, where it is customary to give it a healthy coat of copper or aluminum filled enamel aerosol before fitting, you might have fewer worries. There is also the option of judicious spot application of JB Weld. Skim it with a razor blade then lightly block it with something like 240 grit.
It might be possible to gain some insight as to the depth of the pits if you have a dial gauge,
and apply it to the biggest and deepest pits, they only look shallow to me, my fun guess is .010", or otherwise let the machinist decide, as you have a trip there anyway
A big thank you to DavidXK for the following procedure for removing the crankshaft pilot bushing.
“I use water instead of grease. Easier to clean up. Just soak paper tissues in water, squeeze out excess, then pack the tissue into the center of pilot bushing before using a 1/2” drift to remove it with a sharp tap of a mallet. Works a treat!"
It worked amazingly well without a lot of grease to clean up. I used the shank of a 1/2" bolt for the mandrel.
Well, I’m back from the shop and as expected I have more questions.
The shop owner thinks I should cut the deck to remove the pits and also believes it has been cut previously. I told him I don’t want to exceed .010". But this raises the first question. 1/ Is there a reference dimension that I can measure to determine how much machining has been done and how thick a gasket might be needed?
2/ Should the timing cover be installed when the deck is cut?
He thought the crankshaft journal scoring was minor and if the diameters are in spec then a micro polish is what he recommends. Good news and a good sign he’s not greedy.
This came from a discussion we had re: head gaskets. In his experience he has better luck with MLS (Cometic) gaskets. He said the surface was not good enough as is for MLS, which I think there was agreement here too.
I will see him again before any work is done to deliver the timing cover and main bearing caps which I didn’t realize are required to mount in the machine. I will dicuss the JB Weld and steel shim copper goat option some more.